


Орловские Сварочные электроды МР-3, д. 2,5мм. (Lincoln Electric)
Цену уточняйте
- В наличии
- Оптом и в розницу
- Код: Э46

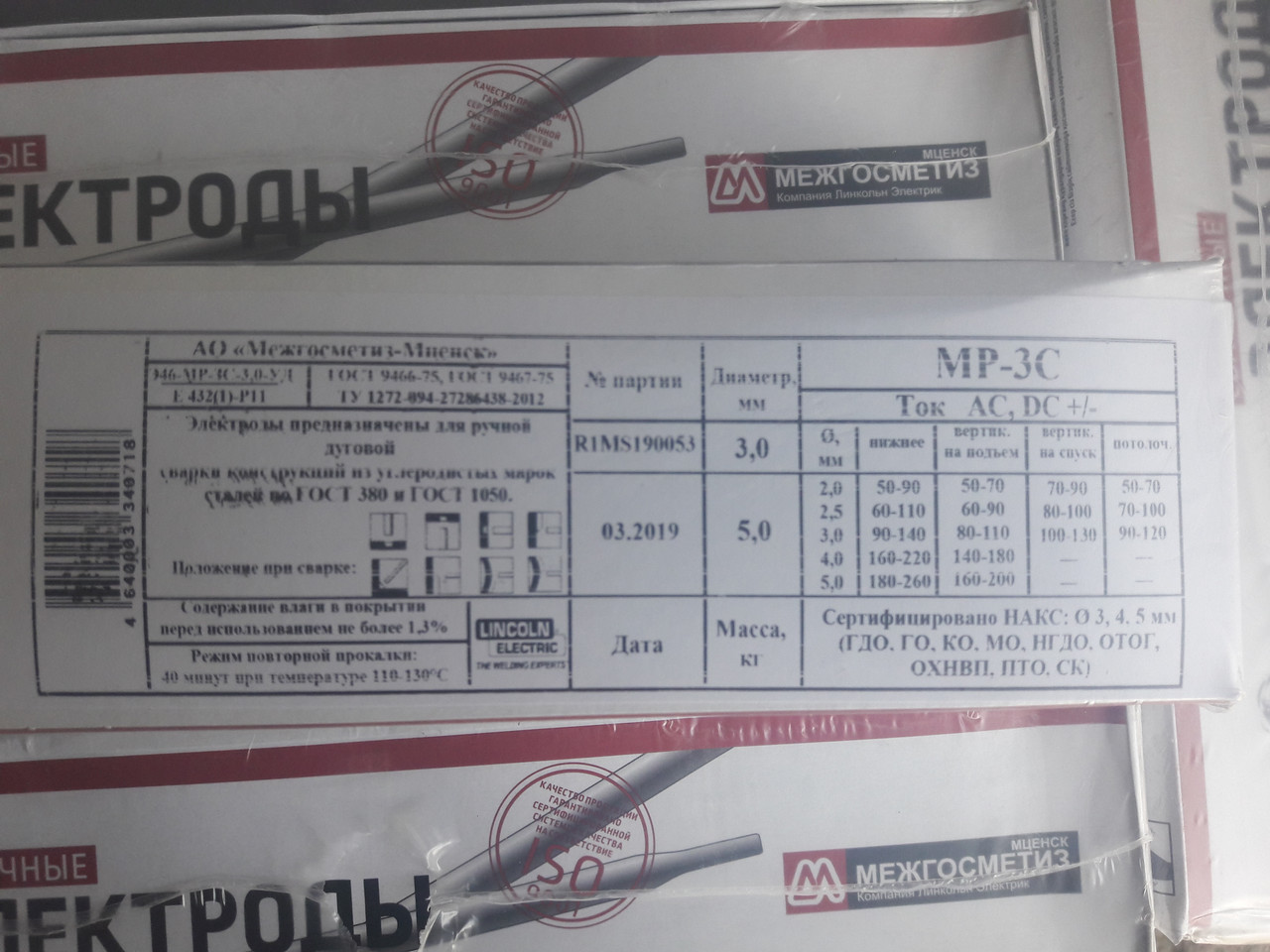
Электроды МР-3
Сварочные электроды МР-3 тип электрода Э46
Электроды Э-46 - МР-3 УД Е 430(3)-Р(26)
ГОСТ 9466-75, ГОСТ 9467-75
Сертификаты на электроды МР3:
- Сертификат Соответствия ГОСТ-Р;
- Санитарно эпидемиологическое заключение на электроды;
- Сертификат об одобрении типового изделия Российский Речной Регистр категория 2;
- Свидетельство о признании №ВВФ030 Российский Речной Регистр.
Область применения электродов МР-3 тип электрода Э46 /положение сварки: Сварочные электроды МР 3 применяются для сварки ответственных конструкций из углеродистых сталей с временным сопротивлением до 50 кгс/мм2 на переменном токе от трансформатора с напряжением холостого хода не менее 60 В и постоянном токе обратной полярности во всех пространственных положениях, кроме вертикального сверху вниз.
Электроды МР3 допускают сварку влажного, ржавого плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Сварочные электроды данного типа допускают сварку удлиненной дугой и по окисленной поверхности. Сварочные электроды MP-3 рекомендуются для сварки изделий изготовленных из сталей (СТ3, 10, 20 до СТ4): трубопроводов пара и горячей воды категорий 3 и 4, трубопроводов в пределах котла и турбины с рабочим давлением не более 30 кгс/см2 и температурой не более 3500 С, труб поверхностей нагрева котлов с рабочим давлением до 50 кгс/см2, газопроводов и трубопроводов, не подведомственных Госгортехнадзору, кроме трубопроводов регулирования турбин, маслопроводов и мазутопроводов.
Тип покрытия: рутилово-основное.
Преимущества в сравнении с электродами аналогичного назначения:
- Электроды МР3 обеспечивает легкое перекрытие зазоров;
- Высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток;
- Высокий товарный вид швов;
- Хорошая отделимость шлаковой корки;
- Допускается сварка удлиненной дугой по окисленной поверхности;
- Хорошие санитарно-гигиенические показатели;
Механические свойства металла шва
|
| sт | d % | Ан Дж/см2 | при 0С |
| МПа | МПа |
| +20 | - 40 |
| 450-520 | 370 | 20 – 30 | 147 | 80 |
Химический состав наплавленного металла, %
|
| Мn | Si | S | P |
| 0,08-0,12 | 0,5-0,8 | 0,07-0,2 | 0,04 | 0,045 |
Режим сварочного тока
|
| 3 | 4 | 5 | 6 |
| Ток, А | 80-140 | 140-220 | 160-26- | 270-320 |
Напряжение ХХ 70±10В
Допустимое содержание влаги в покрытии – 1,5%. Перед употреблением рекомендуется прокалить (режим термообработки) 170-180 °С, 40-60 мин.
Коэффициент наплавки 8,0-8,5 г/Ач
Расход электродов на 1 кг. наплавленного металла 1,7 кг.
Масса пачки сварочных электродов МР-3 тип Э-46 - 5 кг.
| Основные | |
|---|---|
| Тип покрытого электрода по положениям сварки в пространстве | Во всех пространственных положениях, за исключением вертикального сверху-вниз |
| Производитель | Северсталь-метиз |
| Тип покрытого электрода по покрытию | С основным покрытием |
| Тип покрытого электрода по применению | Для сварки низколегированных и углеродистых конструкционных сталей |
| Диаметр электрода | 2.5 мм |
| Вес упаковки | 5 кг |
| Длина электрода | 350 мм |
| Страна производитель | Россия |
| Гарантийный срок | 12 мес |
- Цена: Цену уточняйте
